论文推荐 | 基于响应面法优化魔芋葡甘低聚糖的制备条件

基于响应面法优化魔芋葡甘低聚糖的制备条件
张栋祎,*杨大伟,曹 熙

作者单位
湖南农业大学 食品科学技术学院
引用格式
张栋祎,杨大伟,曹熙.基于响应面法优化魔芋葡甘低聚糖的制备条件[J].农产品加工,2026,(07):34-39,44.


一、引言
魔芋(Amorphophallus konjac)属于天南星科魔芋属,是一种多年生宿根性草本植物。该植物地下块茎含有丰富的魔芋葡甘聚糖 (Konjac glucomannan,KGM),这种天然高分子多糖具有特殊的水溶性和膳食纤维特性, 其独特的理化性质在食品和医药领域具有重要应用价值。KGM由β-D-吡喃葡萄糖和β-D-吡喃甘露糖通过β-1,4-糖苷键连接而成,其分子链上乙酰基团的分布模式不仅赋予了优异的水合能力,更通过空间位阻效应维持分子链的伸展构象,使其表现出显著的增稠和凝胶特性。近年来,相关研究发现,通过适度降解 KGM 获得的 魔芋葡甘低聚糖(KOGM)不仅保留了 KGM 的生理活性,更因其分子量降低而显著提高了溶解性和生物利用度,在调节肠道菌群平衡、增强机体免疫功能和改善糖脂代谢等方面表现出显著功效,在功能食品和医药领域展现出广阔的应用前景。目前,KOGM 制备主要采用酸水解等化学方法和超声波等物理方法,但存在副产物多、得率低等问题。酶解法具有条件温和、特异性强、产率高、副产物少等优势,且成本较低,更适合工业化生产。但魔芋葡甘聚糖具有极强的吸水性和成胶特性,当其在溶液中的浓度超过临界值时,会迅速形成凝胶状结构,即“包胶块”现象,导致 KOGM 产率和生产效率的大幅下降。现有研究虽已认识到凝胶化现象对酶解过程的不利影响,但对于 KGM 凝胶化与酶解效率之间的定量关系、临界凝胶化浓度的精确控制等关键问题仍缺乏系统深入的研究。
基于魔芋葡甘低聚糖的潜在价值,以魔芋精粉为主要原料,选用β-葡聚糖酶,采用半固态法酶解制备魔芋葡甘低聚糖。以魔芋葡甘低聚糖得率为核心指标,对酶解过程中的关键工艺参数(如酶用量、酶解温度、pH 值和底物质量浓度)展开探究,运用响应面法优化制备工艺条件,旨在确立一套高效稳定的魔芋葡甘低聚糖制备工艺体系,为魔芋系列产品的深度开发及相关产业发展提供技术支撑。

二、 材料与方法
(一)材料
魔芋精粉,湖南博嘉魔力农业科技股份有限公司提供;β-葡甘聚糖酶(食品级,酶活2 500 U/g),欣欣生物科技有限公司提供。
(二)试剂
DNS 试剂、无水乙醇、浓硫酸、苯酚、氢氧化钠、酒石酸钾钠、甲酸等,均为国产分析纯;葡萄糖标准品(分析纯),Sigma公司提供。
(三)仪器与设备
酶标仪,美谷分子仪器有限公司产品;H/T16MM 型高速离心机,湖南恒诺仪器设备有限公司产品;恒温水浴锅,北京市永光明医疗仪器有限公司产品;pH 计,上海仪电科学仪器有限公司产品;真空烘箱,天津市泰斯特仪器有限公司产品;N-1200AEYEL4 型旋转蒸发仪,上海爱朗仪器有限公司产品;ATY124 型分析天平, 梅特勒-托利多仪器(上海)有限公司产品。
(四)试验方法
1. DNS 法葡萄糖标准曲线的绘制
采用分析天平精确称取 0.100 0 g 无水葡萄糖,溶解后转移至100 mL容量瓶中,用蒸馏水定容至刻度线,配制成质量浓度为 1 mg/mL 的葡萄糖标准储备液。依次移取0,0.2,0.4,0.6,0.8,1.0,1.2,1.4 mL母液至 8 支 25 mL具塞比色管中(编号 0—7),并分别补充 2.0,1.8,1.6,1.4,1.2,1.0,0.8,0.6 mL 蒸馏水,确保各管体积为2.0 mL。随后向各比色管中依次加入 1.5 mL DNS 试剂,振荡混匀后置于沸水浴环境中进行显色,使用蒸馏水将溶液定容至 25 mL;于波长 540 nm 处测量吸光度,建立葡萄糖标准曲线。
2. 苯酚硫酸法标准曲线的绘制
采用分析天平精确称取 0.100 0 g 无水葡萄糖,将其置于适量蒸馏水中进行溶解,制备成质量浓度为0.1 mg/mL的葡萄糖标准储备溶液。分别移取0,0.2,0.4,0.6,0.8,1.0,1.2,1.4 mL 标准溶液至 8 支具塞试管中,并对应补加2.0,1.8,1.6,1.4,1.2,1.0,0.8,0.6 mL 去离子水,使各管液体总体积为2.0 mL。向各试管中依次精准加入1.0 mL质量分数为5%的苯酚溶液。充分混匀溶液后,迅速向各试管内添加5.0 mL浓硫酸,快速振荡,以保证溶液充分混合与反应。将反应体系置于室温环境下静置20 min,使其充分反应。反应结束后,于波长 490 nm 处测量吸光度,绘制葡萄糖标准曲线。
3. 魔芋精粉总糖含量测定
准确称取魔芋精粉 0.100 0 g,放入具塞试管内,加入去离子水定容至 100 mL,使魔芋精粉充分溶解于水中,取 1 mL 精粉溶液,用 DNS 法测定还原糖量,利用紫外分光光度计于波长 490 nm 处测定其吸光度,得到精粉溶液质量浓度为C(mg/mL),总糖含量按公式(1) 计算:
4. 魔芋葡甘低聚糖的制备
魔芋葡甘低聚糖的制备采用半固态法酶解的工艺。首先,将魔芋精粉与酶溶液按比例混合,搅拌均匀,随后在恒温水浴锅中预处理,促使物料润胀并与酶液充分混合。酶解结束后,迅速将反应液置于100℃沸水浴中灭酶 10 min,期间定时振荡。灭酶后的反应液以转速4 000 r/min 离心 20 min,弃去沉淀取上清液,加入 2 倍体积分数为 95%的无水乙醇静置2 h沉淀多糖。 取上清液旋蒸,去除乙醇后测定还原糖含量,收集沉淀物冷冻干燥,制得魔芋葡甘低聚糖。
5. 芋葡甘低聚糖得率的测定
准确量取 0.5 mL 待测液,转移至 15 mL 规格的具塞试管内,并加入 1.5 mL 超纯水进行稀释,经涡旋振荡器混匀。向混合体系中添加 1.5 mL DNS 显色试剂(3,5-二硝基水杨酸),通过剧烈振荡确保反应物充分接触。将反应管置于100℃水浴中进行显色处理,严格控制反应时间为5 min,随后置于冰水浴中终止反应。待体系冷却至室温后,补充适量超纯水,使总体积达到 25.0 mL刻度线,再次充分混匀;采用紫外可见分光光度仪于波长 540 nm 处对溶液进行吸光度测定。以葡萄糖标准工作曲线作为依据,按公式(2)计算样品中还原糖含量。

6. 响应面法优化魔芋葡甘低聚糖的制备条件
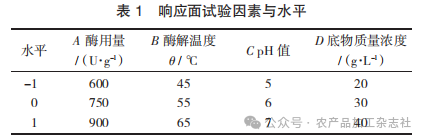
KOGM 的制备采用半固态法酶解,对于魔芋葡甘低聚糖制备过程中可能产生影响的因素, 通过参考相关文献选择底物质量浓度、酶用量、 酶解温度及 pH 值这 4 个关键参数。基于前期单因素试验结果,选取了底物质量浓度、pH 值、酶解温度和酶用量作为自变量,每个自变量设置 3 个不同梯度水平,以魔芋葡甘低聚糖得率作为响应指标进行优化分析。结果表明,该方法能够有效提升目标产物的得率。
响应面试验因素与水平见表 1。
7. 数据分析方法
利用Design Expert 13和SPSS 20.0软件进行数据处理分析。

三、结果与分析
(一)单因素试验结果
1. 酶用量对 KOGM 得率的影响
酶用量对 KOGM 得率的影响见图 1。
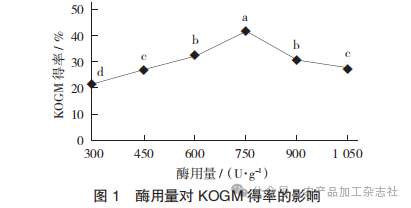
由图 1 可知,当酶用量增加时,魔芋葡甘低聚糖得率也会增加;当酶用量为 750U/g 时,相应的低聚糖得率为 41.89%;随着酶用量的继续增大,低聚糖得率有下降的趋势。这是因为当KOGM得率提高时,先形成的产物再被酶解为单糖,从而降低了KOGM得率。因此,制备过程中要注意控制酶用量,以增加KOGM得率。
2. 酶解温度对 KOGM 得率的影响
酶解温度对 KOGM 得率的影响见图 2。
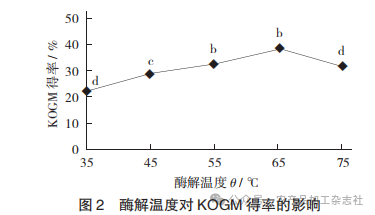
由图 2 可知,魔芋精粉在常温条件下的水解程度处于较低水平。通常情况下,随着环境温度的升高,酶分子活性呈现上升态势。当酶解温度超过 55 ℃ 时,KOGM 得率开始呈现下降趋势。由此可见,酶对温度变化具有显著敏感性。在特定温度区间内升高的环境温度能够增强酶催化效能,促进底物转化效率的提升。这证实了适宜温度范围内酶催化活性的高效性特征。但过高的环境温度会导致酶分子结构稳定性降低,进而引发部分乃至完全失活现象的发生。酶促反应速率受到温度因素显著影响,表现为过高或过低条件下均呈现抑制效应。当酶解温度在 55℃以上时,酶活性降低趋势明显。高温环境下复合酶催化作用尚未充分发挥即迅速失活。因此,将 55 ℃确定为最佳酶解温度。
3. pH 值对 KOGM 得率的影响
pH 值对 KOGM 得率的影响见图 3。
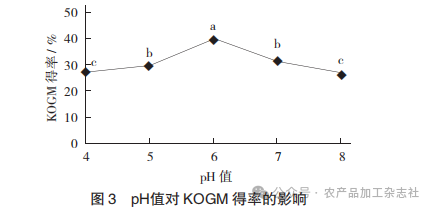
由图 3 可知,酶解反应的最适 pH 值确定为 6,此时 KOGM 得率达到最大值。试验条件保持恒定时,该结论得以验证。当 pH 值低于 5 或高于 7 时,催化活性显著下降。在 pH 值为 6 时,与底物结合良好的酶分子显示出最佳活性状态。相反,分子内部结构发生改变的酶分子在非最适 pH 值环境中存在。由此可见,极端 pH 值环境会导致不可逆失活现象的酶。因此,选择 pH 值 6 作为最适酶解条件。
4. 底物质量浓度对 KOGM 得率的影响
底物质量浓度对 KOGM 得率的影响见图 4。
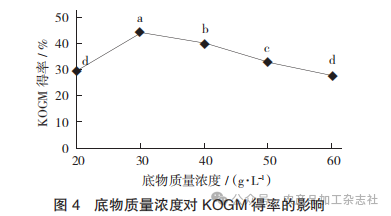
由图 4 可知,底物质量浓度增至 30 g/L 时,KOGM 得率达到最大值。随着质量浓度的继续升高,得率呈显著下降趋势。这可能由于高质量浓度底物导致体系黏度急剧增加,酶分子扩散及酶-底物有效结合受到阻碍。同时,过量底物形成的致密网状结构进一步限制酶促反应进程。因此,确定最佳底物质量浓度为 30 g/L。
(二)响应面优化试验结果与分析
1. 试验结果与方差分析
响应面试验设计及结果见表 2。
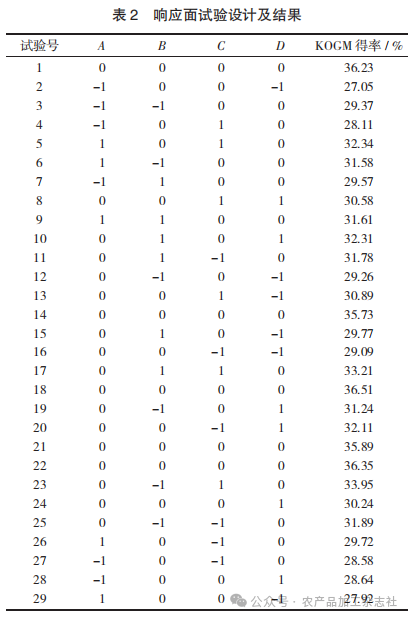
采用多元回归方法对表 2 数据进行拟合,构建二次多项式模型,通过方差分析验证了模型的显著性。得到响应值(KOGM 得率)与响应变量(酶用量、酶解温度、pH 值、底物质量浓度)的二次多项回归方程:
回归模型方差分析见表 3。
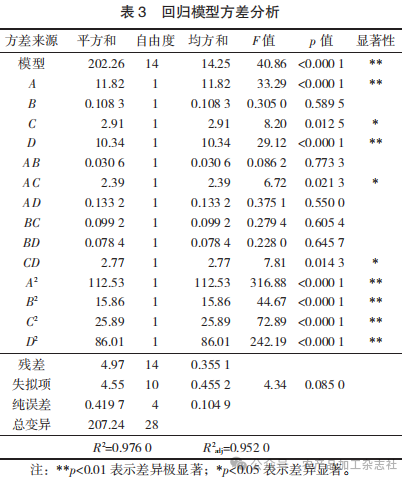
通过对回归模型方差分析,可证实研究所建立的回归模型具有可靠的统计学基础。由表3可知,失拟检验结果(p=0.085 0)表明模型误差在可接受范围内,而拟合检验的极显著水平(p<0.000 1)则充分验证了模型的可靠性,说明试验过程受控良好,未受到明显干扰因素的影响。
在方程一次项中酶用量(p<0.000 1)与底物质量浓度(p<0.000 1)这 2 种因素展现出极强的显著性。各因素间交互作用则呈现微弱性,对得率几乎不产生实质影响。拟合合理性可从R2adj=0.952 0得以验证,该设计模型与试验数据间具有较高吻合度。通过模型基本能有效反映酶用量(A)、酶解温度(B)、pH 值(C)及底物质量浓度(D)4 个变量的交互关 系性。由此可见,所得回归方程具备一定预测能力性,可应用于半固态酶解工艺条件下魔芋葡甘低聚糖得率的动态变化趋势分析。由表 3 可知,魔芋葡甘低聚糖制备工艺的回归模型具有高度统计学意义(p<0.000 1),失拟检验结果 (p=0.085 0)表明模型误差在可接受范围内。 模型的决定系数 R2=0.976 0,校正决定系数 R2adj=0.952 0,证实该模型能准确反映各因素与响应值之间的定量关系。各因素影响程度分析表明,酶用量(A)和底物质量浓度(D)对响应值的影响最为显著(p<0.01)。根据方差分析结果,4 个考查因素的重要性排序依次为酶用量 >底物质量浓度>pH 值>酶解温度。在二次项中,所有因素的平方项(A2、B2、C2、D2)均呈现极显著影响(p<0.01)。就交互作用而言,AC和CD组合表现出显著效应(p<0.05),而其余交互项(AB、BC、AD、BD)的影响则不显著(p>0.05)。
2. 响应面分析
Design Expert 软件分析结果表明,魔芋葡甘低聚糖(KOGM)得率与各工艺参数之间存在典型的非线性关系。在初始阶段,KOGM 得率随各因素水平的提升而增加;但当达到峰值后,继续提高参数水平反而导致得率下降。通过构建数学模型生成的响应曲面分析显示,各参数间的交互效应存在显著差异:响应面等高线的几何特征能够直观表征因素间交互效应的强弱程度。当等高线呈现近似圆形时,表明两因素的交互作用较弱;反之,若等高线显示为明显的椭圆形, 则说明二者存在较强的交互效应。具体而言,酶用量与pH 值、pH 值与底物质量浓度这 2 组参数交互作用对KOGM得率具有显著影响 (p<0.05),其响应曲面呈现明显的曲面特征,对应的等高线呈显著椭圆形分布。这些结果为进一步优化工艺参数组合提供了重要依据。
1)酶用量和 pH 值的交互作用。
酶用量和 pH 值对低聚糖得率影响的响应面及等高线见图 5。
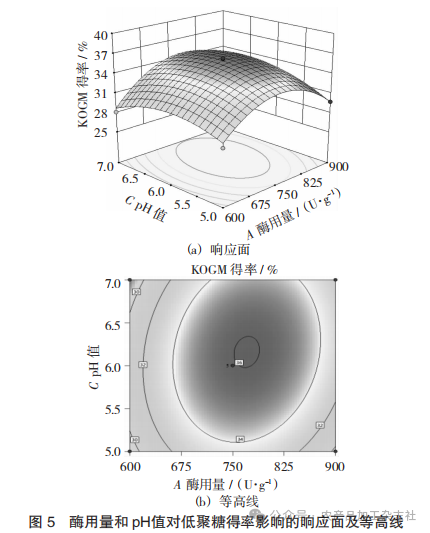
由图 5 可知,在酶解温度与底物质量浓度不变时,随着酶用量或 pH 值的递增,KOGM 得率呈现出先上升后下降。各响应曲面均表现出较为明显的坡度变化特征,说明上述 2 个因素对目标产物得率均具有不可忽视的作用效应。当酶用量处于675~825 U/g 时,其对 KOGM 得率的影响作用尤为显著。当pH值处于5.5~6.5时, 对产物得率的影响显著。值得注意的是,相较于 pH 值的响应曲面坡度特征,酶用量所对应的曲面变化更为急剧。由此可见,在影响 KOGM 得率的各要素中,酶用量显示出更强的显著性差异(p< 0.000 1)。通过观察等高线分布密度差异可发现,酶用量所对应的等高线更为紧密, 表明其对KOGM得率具有决定性影响(p<0.000 1)。此外,底物质量浓度与酶用量二者之间的交互作用等高线图展现出典型的椭圆形分布态势。这证实了上述 2 个工艺参数间存在明确的协同效应(p<0.05),共同影响KOGM最终得率。
2) pH 值和底物质量浓度的交互作用。
pH 值和底物质量浓度对低聚糖得率影响的响应面及等高线见图 6。
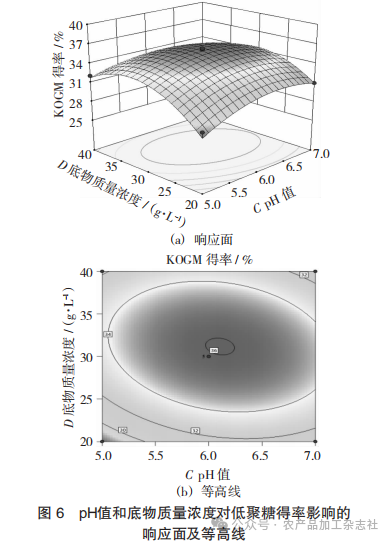
由图 6 可知,KOGM 得率的变化趋势呈现出明显的非线性特征。在固定酶用量及酶解温度的条件下,随着 pH 值或底物质量浓度的逐步提升,KOGM 得率首先表现为上升态势而后转为下降趋势。各响应面均显示较为陡峭的斜率特征,表明这 2 个因素对 KOGM 得率的调控作用具有统计学意义。pH 值处于 5.5~6.5 时,底物质量浓度变化对 KOGM 得率产生的影响更为突出。底物质量浓度维持在 25~35 g/L 水平 时,pH 值的调节作用则表现得较为显著。比较不同因素的响应面陡峭程度,底物质量浓度对应的曲线陡峭程度明显超过 pH 值。由此可见, 在影响因素重要性排序中,底物质量浓度对 KOGM 得率影响更为显著。等高线分布的分析结果显示,与 pH 值相比,底物质量浓度对应的等高线呈现更密集的排列特征。值得注意的是,pH 值与底物质量浓度的交互作用等高线展示出典型的椭圆形分布。实例证明这2个参数之间存在较强的协同效应,共同影响 KOGM 最终得率。
3) 酶用量和底物质量浓度的交互作用。
酶用量和底物质量浓度对低聚糖得率影响的响应面及等高线见图 7。
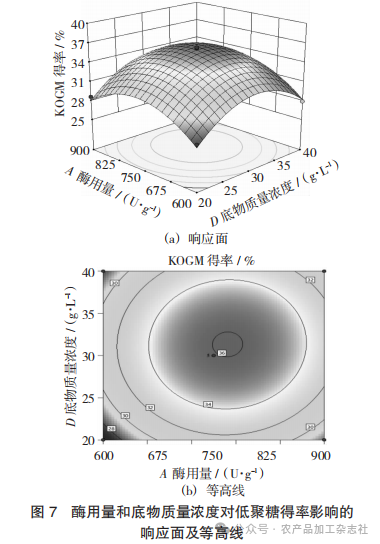
由图 7 可知,pH 值及酶解温度条件保持恒定,随着酶用量上升和底物质量浓度提升,KOGM 得率呈现先升后降的变化态势。响应曲面均表现出明显陡峭性特征。底物质量浓度处于 25~35 g/L 时,酶用量对 KOGM 得率产生显著作用。实例显示,当酶用量控制在675~825 U/g 时,底物质量浓度对 KOGM 得率影响程度更为突出。对比分析发现,较之酶用量,底物质量浓度对应响应曲面陡峭程度更高,轴向等高线分布更为密集。由此可见,底物质量浓度因素对 KOGM 得率影响具有更高显著性水平(p<0.000 1)。等高线图观察结果表明,底物质量浓度与酶用量两因素间存在椭圆形分布特征。实例证明这2个考查因素之间存在较强交互作用效应,对 KOGM 得率具有显著影响。
四、结论
通过响应面优化半固态法酶解制备KOGM,并对其进行方差分析、交互作用分析和回归分析,得出最优工艺参数为酶用量 750 U/g,酶解温度 55.25℃,pH值6.12,底物质量浓度31.18 g/L,在此工艺参数下,通过验证试验得到 KOGM 得率为36.29%,实际测定值与模型预测值具有较好的拟合性。在产业化应用方面,研究开发的魔芋葡甘露低聚糖产品展现出广阔的应用前景。作为天然功能性配料,其优异的增稠特性可显著改善食品质构,延长产品保质期;独特的成膜性能使其在生鲜保鲜领域表现突出;在医药健康领域,其特定的分子特性为药物递送系统开发提供了新选择。不仅建立了高效的制备工艺,更通过深入的产品特性研究,为不同领域的产业化开发提供了重要依据,对推动这一功能性配料在食品、医药等领域的实际应用具有重要指导价值。
编辑:王裕清
审核:关 颖
本篇文章刊登于《农产品加工》2026年4期上